





















กรุณาคลิกที่นี่ คลิกที่นี่เพื่อรับชมวิดีโอ:
https://www.youtube.com/shorts/9aEUcIyW3cU
ขั้นตอนการทำงาน:
ประเภทแผ่น:
ความหนาของวัสดุ (ความหนาของผนัง): 2.3-3.0 มม. ความหนาทั่วไป: 2.7 มม.


วัสดุ:
ส่วนประกอบเครื่องจักร
| หมายเลขลำดับ | ชื่อผลิตภัณฑ์ | หน่วย | จำนวน | หมายเหตุ |
|---|---|---|---|---|
| 1 | เครื่องคลายขดลวด | ชุด | 1 | เครื่องคลายขดลวดไฮดรอลิกขนาด 3 ตัน |
| 2 | เครื่องจักรหลักสำหรับการขึ้นรูป | ชุด | 1 | รวมถึงตัวลดเกียร์ กล่องเกียร์ กลไกนำทาง และกลไกการขึ้นรูปเย็น |
| 3 | อุปกรณ์ตัดเฉือน | ชุด | 1 | รวมถึงฟังก์ชันการตัด การเซาะร่อง การขึ้นรูปคอ ฟังก์ชันการนับ และปุ่มปรับแกนยึด |
| 4 | อุปกรณ์ป้อนอาหาร | ชุด | 2 | เครื่องป้อนแบบใช้พลังงาน 1 เครื่อง ขับเคลื่อนเครื่องป้อนแบบไม่ใช้พลังงานอีก 1 เครื่อง สามารถปรับความเร็วในการป้อนได้ |
| 5 | ถังเก็บแท่งสมอ | ชุด | 1 | สำหรับวางแท่งยึดที่ตัดเกิน |
| 6 | ระบบสถานีไฮดรอลิก | ชุด | 1 | ติดตั้งมอเตอร์ขนาด 7.5 กิโลวัตต์ และปั๊มลูกสูบแรงดัน 25 เมกะปาสคาล |
| 7 | ระบบควบคุม PLC | ชุด | 1 |
ประกอบด้วย PLC, หน้าจอสัมผัส, ตัวแปลงความถี่ และชิ้นส่วนอิเล็กทรอนิกส์อื่นๆ โดยชิ้นส่วนทั้งหมดสามารถติดตั้งบนแพลตฟอร์ม Codesys ได้
|
| 8 | แขนหุ่นยนต์แบบโครงสร้างคาน (แขนคู่) | ชุด | 1 | แขนหุ่นยนต์ 1 จับแท่งยึดจากตัวป้อนอย่างแม่นยำและวางไว้ที่ตำแหน่งที่สงวนไว้บนโต๊ะทำงานประกอบวงแหวน หลังจากประกอบวงแหวนเสร็จแล้ว แขนหุ่นยนต์ 2 จะจับแท่งยึดพร้อมวงแหวนที่ประกอบเสร็จแล้วและวางไว้ที่สถานีเชื่อม 1 และ 2 ตามลำดับ แขนหุ่นยนต์แต่ละตัวทำงานไปมาอย่างอิสระด้วยความเร็วและระยะการเคลื่อนที่ที่ปรับได้ในทิศทางซ้าย ขวา บน และล่าง |
| 9 | โต๊ะทำงานประกอบแหวน | ชุด | 1 | ประกอบด้วยชุดรองรับวงแหวนและกระบอกสูบอากาศ เหมาะสำหรับติดตั้งเหล็กยึดที่มีความยาว 1.5-3 เมตร |
| 10 | เครื่องจักรผลิตแหวนไฮดรอลิก | ชุด | 1 | สามารถผลิตวงแหวนลวดเหล็กขนาดเส้นผ่านศูนย์กลาง 8 มม. ได้ โดยลวดเหล็กที่ใช้ในการทำวงแหวนต้องเป็นลวดดึงเย็น (ทรงกลมสมบูรณ์) ที่มีค่าความคลาดเคลื่อนของเส้นผ่านศูนย์กลางน้อยกว่า 0.02 มม. (2 มิล) |
| 11 | แม่พิมพ์เครื่องจักรผลิตแหวน | ชุด | 6 |
แม่พิมพ์สำหรับลวดขนาดเส้นผ่านศูนย์กลาง 8 มม. รายละเอียดดังนี้:
|
| 12 | เครื่องเชื่อมวงแหวน | ชุด | 1 | เครื่องเชื่อมแหวนอัตโนมัติพร้อมสถานี A และสถานี B |
| 13 | ถังเก็บผลิตภัณฑ์สำเร็จรูป | ชุด | 1 | สำหรับการติดตั้งแท่งยึดที่ทำเสร็จแล้ว |
| 14 | หัวจับแบบเปลี่ยนเร็วของเครื่องขึ้นรูปหลัก | ชุด | 5 |
รวมถึงแม่พิมพ์ขึ้นรูปโลหะแบบรีดสำหรับโปรไฟล์ขนาด 39 มม., 40 มม., 43 มม., 44 มม., 47 มม. และ 48 มม. พร้อมด้วยหัวจับทั้งหมด 6 แบบ
|
ข้อกำหนดทางเทคนิคหลัก
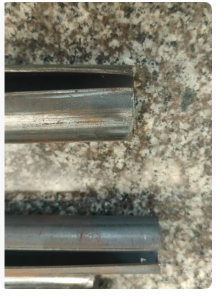
เครื่องจักรนี้สามารถผลิตสลักเกลียวแบบแยกส่วนได้ 6 ขนาด ได้แก่ เส้นผ่านศูนย์กลาง 39 มม., 40 มม., 43 มม., 44 มม., 47 มม. และ 48 มม. โดยมีกำลังการผลิตประมาณ 2,500 ชิ้นใน 8 ชั่วโมง
เครื่องจักรผลิตสลักเกลียวอัตโนมัติแบบครบวงจร เป็นอุปกรณ์การผลิตอัตโนมัติที่รวมการขึ้นรูปสลักเกลียว การตัดคอ การทำวงแหวน การตัด และการเชื่อมเข้าไว้ด้วยกัน มีคุณสมบัติเด่นคือ ระบบอัตโนมัติสูง การใช้งานง่าย และประสิทธิภาพการผลิตสูง ประสิทธิภาพและผลผลิตเหนือกว่าสายการผลิตที่มีอยู่เดิม โดยแต่ละหน่วยทำงานได้อย่างน่าเชื่อถือและมีอัตราการเสียต่ำ เมื่อใช้เหล็กแผ่นรีดเย็นที่มีความแข็งแรงดึงมากกว่า 550 MPa ผลผลิตสูงสุดคือ
4.5±1 ชิ้นต่อนาที
สลักเกลียวยึดแบบแยกส่วนที่ตรงตามมาตรฐาน MT 285-1992 โดยมีขนาด MF39/40/43/47/48×1800-2400 มม. และสามารถปรับความยาวได้
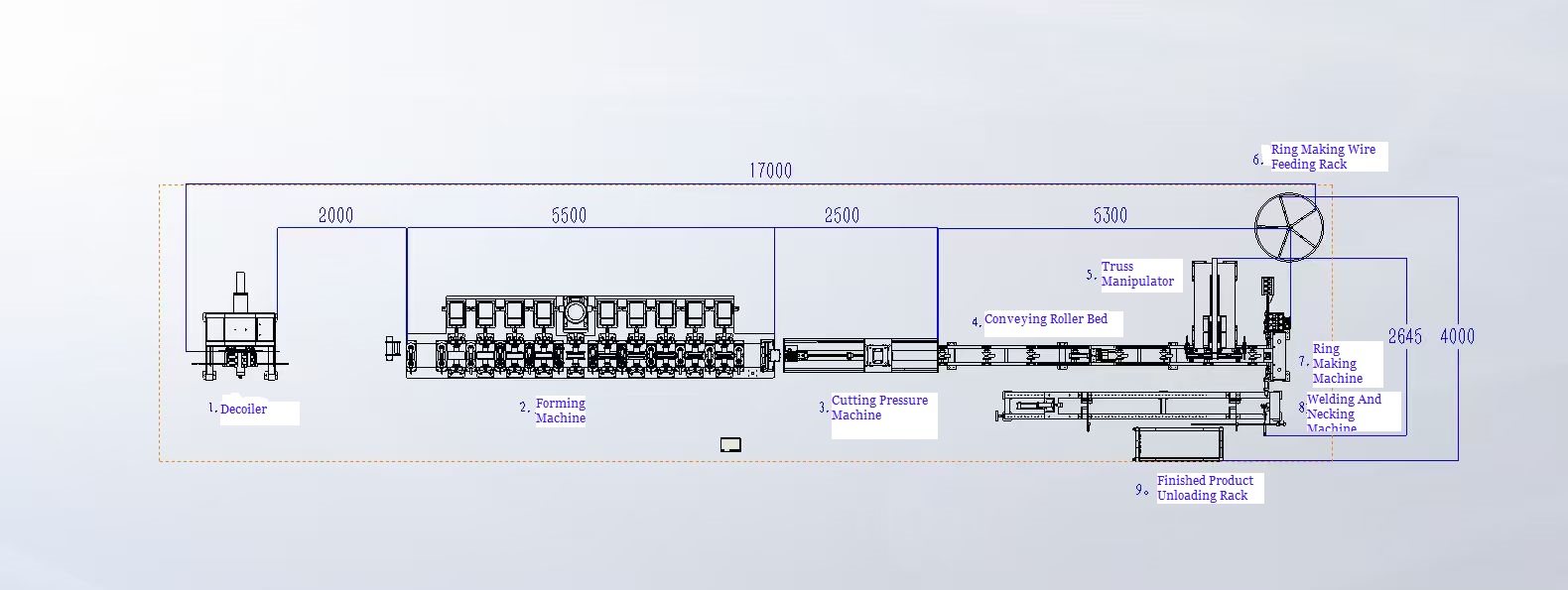
สายการผลิตประกอบด้วย: เครื่องคลายขดลวดไฮดรอลิก 3 ตัน → เครื่องขึ้นรูปสลักยึด → หน่วยนับ ปรับขนาดคอ และตัด → เครื่องป้อน → แขนหุ่นยนต์โครงสร้างแบบโครงเหล็ก → แท่นประกอบแหวน → เครื่องทำแหวน → เครื่องเชื่อมแหวน → ตู้ควบคุมหลัก → ส่วนประกอบไฮดรอลิก → ถังเก็บผลิตภัณฑ์สำเร็จรูป
แผ่นเหล็กจะเข้าสู่เครื่องขึ้นรูปและถูกรีดขึ้นรูปผ่าน 10 รอบ เพื่อผลิตตัวสลักเกลียวใน 6 ขนาด โดยมีเส้นผ่านศูนย์กลาง 39 มม., 40 มม., 43 มม., 44 มม., 47 มม. และ 48 มม. ตามลำดับ แกนหลักของสลักเกลียวมีเส้นผ่านศูนย์กลาง 70 มม. และใช้การออกแบบเกลียวซ้ายและขวา ทั้งสองด้านของลูกกลิ้งติดตั้งน็อตล็อคคู่และแหวนล็อคเพื่อป้องกันลูกกลิ้งหลวม ขับเคลื่อนด้วยมอเตอร์อะซิงโครนัสสามเฟสขนาด 15 กิโลวัตต์ กำลังไฟฟ้าจะถูกส่งไปยังเพลาขึ้นรูปแต่ละอันผ่านกล่องกระจายกำลังหลังจากลดความเร็วโดยตัวลดเกียร์ เพื่อให้มั่นใจถึงกำลังไฟฟ้าที่สมดุลและความเร็วที่ซิงโครนัสของเพลาขึ้นรูปแต่ละอัน สามารถควบคุมการเริ่มและหยุดการทำงานได้จากระยะไกลแบบไร้สาย
วิธีการตัดคือการตัดแบบติดตามด้วยระบบไฮดรอลิก รถเข็นติดตามติดตั้งอยู่บนรางนำทางเชิงเส้นของโครง และอุปกรณ์ตัดและคอคอดแบบไฮดรอลิกติดตั้งอยู่บนรถเข็น ตัวนับจะส่งคำสั่งไปยังอุปกรณ์ตัด สลักยึดจะดันรถเข็นให้เลื่อนไปข้างหน้าตามรางนำทางเชิงเส้น และแม่พิมพ์ตัดจะติดตามตัวสลักไปยังความยาวที่กำหนดตามคำสั่งเพื่อตัดและคอคอด มอเตอร์เซอร์โวจะขับเคลื่อนสกรูบอลเพื่อดึงรถเข็นกลับไปยังตำแหน่งเดิม ตัวสลักที่ถูกตัดและคอคอดแล้วจะกลิ้งเข้าไปในรางป้อน และตัวป้อนจะนำตัวสลักไปยังตำแหน่งที่สงวนไว้โดยอัตโนมัติ
เมื่อได้รับสัญญาณยืนยันตำแหน่งของตัวน็อตที่ส่งมาจากตำแหน่งสำรองของเครื่องป้อนชิ้นงานแล้ว ตัวจับยึดหมายเลข 1 ของแขนหุ่นยนต์โครงสร้างแบบคานยื่นจะจับตัวน็อตและส่งไปยังสถานีประกอบวงแหวน โดยรักษาให้ทิศทางการตัดของตัวน็อตไม่เปลี่ยนแปลงระหว่างการเคลื่อนที่ หุ่นยนต์จะทำงานไปมาเพื่อขนส่งตัวน็อตซ้ำๆ โดยสามารถปรับความเร็วและระยะทางการขนส่งได้
เมื่อได้รับสัญญาณเสร็จสิ้นจากเครื่องทำวงแหวนแล้ว ตัวจับยึดหมายเลข 2 ของแขนหุ่นยนต์แบบโครงถักจะจับตัวน็อตและส่งไปยังสถานีเชื่อม A และ B ของเครื่องเชื่อมวงแหวน โดยรักษาให้ทิศทางรอยผ่าของตัวน็อตไม่เปลี่ยนแปลงระหว่างการเคลื่อนที่ หุ่นยนต์จะทำงานไปมาเพื่อขนส่งตัวน็อตซ้ำๆ โดยสามารถปรับความเร็วและระยะทางการขนส่งได้
โต๊ะทำงานประกอบแหวน
เมื่อได้รับตัวน็อตที่ส่งมาจากแขนหุ่นยนต์ 1 แล้ว กระบอกสูบอากาศจะดันตัวน็อตเข้าไปในตำแหน่งที่สงวนไว้ของเครื่องประกอบแหวน เพื่อประกอบแหวนอย่างรวดเร็ว
รางป้อนลวด
:
ม้วนลวดดึงเย็นขนาดเส้นผ่านศูนย์กลาง 8 มม. (วัสดุ: Q195, ความคลาดเคลื่อนของความกลมไม่เกิน 0.02 มม.) ทั้งหมดจะถูกติดตั้งบนแร็คป้อนลวด จากนั้นลวดดึงเย็นจะถูกดึงออกมาด้วยมือและใส่เข้าไปในลูกกลิ้งป้อนของเครื่องทำแหวน
เครื่องจักรผลิตแหวนไฮดรอลิก
:
ประกอบด้วยม้วนป้อนลวด ตัวป้อนเซอร์โว และเครื่องตัดและขึ้นรูปไฮดรอลิก ส่วนนี้จะยืดขดลวดวัตถุดิบ ตัดให้ได้ความยาวที่กำหนด และม้วนเหล็กเส้นไปยังตำแหน่งที่เหมาะสมของสลักเกลียวโดยไม่หลวม การตัดและการม้วนของส่วนนี้ถูกควบคุมโดยกระบอกไฮดรอลิก ความยาวในการป้อนและพารามิเตอร์การม้วนถูกควบคุมโดย PLC และสามารถปรับพารามิเตอร์ได้ผ่านหน้าจอสัมผัส
เครื่องเชื่อมวงแหวน
: ประกอบด้วยเครื่องเชื่อม CO2 สองเครื่อง พร้อมโต๊ะทำงานเชื่อมแหวนตัวเรือนสลักเกลียวแบบสองเครื่องและสองสถานี (สถานี A และ B) เมื่อได้รับตัวเรือนสลักเกลียวพร้อมแหวนเหล็กที่ส่งมาโดยตัวจับยึด 2 ของแขนหุ่นยนต์แบบโครงสร้าง สถานีเชื่อม (A และ B) จะทำการเชื่อมอย่างรวดเร็วด้วยรอยเชื่อมที่สมบูรณ์และเรียบเนียน และมีความเร็วในการเชื่อมสูง กระแสและแรงดันของเครื่องเชื่อมแหวนสามารถปรับได้จากระยะไกล
ถังเก็บผลิตภัณฑ์สำเร็จรูป
:
หลังจากเครื่องเชื่อมวงแหวนลำเลียงสลักเกลียวที่เชื่อมเสร็จแล้วออกมา สลักเกลียวเหล่านั้นจะกลิ้งเข้าไปในถังเก็บผลิตภัณฑ์สำเร็จรูปโดยอัตโนมัติ เครื่องจักรทำงานอย่างต่อเนื่องโดยไม่ต้องมีการแทรกแซงจากมนุษย์
แผงควบคุม
:
ควบคุมกระบวนการตั้งแต่ 1 ถึง 10 และรองรับการทำงานระยะไกลแบบไร้สาย
สถานีไฮดรอลิก
:
ใช้กับชุดตัดไฮดรอลิกและเครื่องขึ้นรูปแหวนไฮดรอลิก
พารามิเตอร์หลักและข้อมูลสำคัญของอุปกรณ์
1. พารามิเตอร์ทางเทคนิคของอุปกรณ์
1.1 เส้นผ่านศูนย์กลางเพลาแนวนอน: φ70 มม.
1.2 ความสูงศูนย์กลางเพลาล่าง: 140 มม.
1.3 ระยะห่างศูนย์กลางการปรับแกนแนวตั้ง: 135-160 มม.
1.4 ระยะห่างระหว่างเพลาแนวนอนด้านหน้าและด้านหลัง: 400 มม.
1.5 เส้นผ่านศูนย์กลางเพลาลูกกลิ้งแนวตั้ง: φ25 มม.
1.6 ช่วงการปรับของลูกกลิ้งแนวตั้งสองตัว: 90-170 มม.
2. ข้อมูลสำคัญ
2.1 ความเร็วในการขึ้นรูป: 4-12 เมตร/นาที ปรับได้
2.2 มอเตอร์หมุนหลัก: 15 กิโลวัตต์
2.3 ตัวลดเกียร์: K107
2.4 กำลังมอเตอร์ของสถานีปั๊มไฮดรอลิก: 7.5 กิโลวัตต์
2.5 ความหนาของการรีด: 2.7 มม. สำหรับเหล็กแผ่นรีด Q195-Q355
2.6 ความยาวคงที่: 1.8-2.4 เมตร
2.7 อัตราการผลิตสลักเกลียวต่อนาที: 4.5 ชิ้น ±1
2.8 แขนหุ่นยนต์โครงสร้างคานยื่น: 1 ชุด (2 สถานี: A, B)
2.9 เครื่องจักรผลิตแหวนไฮดรอลิก: 1 ชุด
2.10 ชุดเชื่อมวงแหวน: 1 ชุด
| เลขที่ | ชื่อเครื่องจักร | หน่วย | จำนวน | หมายเหตุ | รูปภาพ |
| 1 |
แร็คป้อนแบบปรับความตึงด้วยระบบไฮดรอลิก
|
ชุด | 1 |
รวมถึงสถานีไฮดรอลิก
|

|
| 2 |
เครื่องจักรหลักสำหรับการขึ้นรูปสลักเกลียว
|
ชุด
|
1 |
รวมถึงแผ่นเปลี่ยนเร็วตามข้อกำหนดหนึ่งชุด
|

|
| 3 |
หน่วยตัดและคอ
|
ชุด
|
1 |
รวมถึงสถานีไฮดรอลิก
|

|
| 4 |
รางลำเลียงแท่งยึด
|
ชุด
|
1 |
ความยาว 3.5 เมตร
|

|
| 5 |
ตู้ไฟฟ้า
|
ชุด
|
1 |
สำหรับสายการผลิตทั้งหมด
|
|
| 6 |
แขนหุ่นยนต์โครงสร้างคานยื่น
|
ชุด
|
1 |
ประกอบด้วยสองส่วน ได้แก่ ส่วนยกและส่วนลำเลียง
|

|
| 7 |
เครื่องจักรผลิตแหวนไฮดรอลิกอัตโนมัติ
|
ชุด
|
1 |
รวมถึงแม่พิมพ์ตามข้อกำหนดหนึ่งชุดและโต๊ะทำงานสำหรับประกอบแหวน
|

|
| 8 |
เครื่องเชื่อมแหวนอัตโนมัติ (แบบสองสถานี)
|
ชุด | 1 |
รวมถึงเครื่องเชื่อม Panasonic 350 จำนวน 2 เครื่อง
|

|
| 9 |
การเก็บฮอปเปอร์
|
ชุด | 2 |
-
|

|
| 10 |
แม่พิมพ์เครื่องจักรผลิตแหวน
|
ชุด | 1 |
-
|
|
| 11 |
แผ่นเปลี่ยนเร็ว
|
ชุด | 1 |
สำหรับสลักยึดแบบแยกส่วนที่มีเส้นผ่านศูนย์กลาง 39 มม.
|
|
| 12 |
แผ่นเปลี่ยนเร็ว
|
ชุด | 1 |
สำหรับสลักยึดแบบแยกส่วนขนาดเส้นผ่านศูนย์กลาง 40 มม.
|
|
| 13 |
แผ่นเปลี่ยนเร็ว
|
ชุด
|
1 |
สำหรับสลักยึดแบบแยกส่วนที่มีเส้นผ่านศูนย์กลาง 43 มม.
|
|
| 14 |
แผ่นเปลี่ยนเร็ว
|
ชุด
|
1 |
สำหรับสลักยึดแบบแยกส่วนที่มีเส้นผ่านศูนย์กลาง 44 มม.
|
|
| 15 |
แผ่นเปลี่ยนเร็ว
|
ชุด
|
1 |
สำหรับสลักยึดแบบแยกส่วนที่มีเส้นผ่านศูนย์กลาง 47 มม.
|
|
| 16 |
เครื่องทำแหวนกึ่งอัตโนมัติ (อุปกรณ์เสริม)
|
ชุด
|
1 |
รวมถึงเครื่องคลายขดเหล็กเส้น
|

|
| 17 |
เครื่องเชื่อมแหวนกึ่งอัตโนมัติ (แบบสถานีเดียว)
|
ชุด
|
1 |
113000; รวมเครื่องเชื่อม Panasonic 350 จำนวน 1 เครื่อง
|

|
| 18 |
สลักยึดด้านบน ตัวตัด
|
ชิ้น | 1 |
ประเภทที
|
|
| 19 |
สลักยึดตัวตัดล่าง
|
ชิ้น | 1 |
-
|
|












